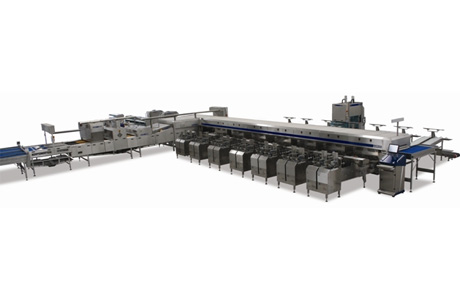
Ein besonderes und einzigartiges Merkmal des MR12 Twin Case Packers ist die Fähigkeit, zwei unabhängige Produkte zu verarbeiten. Beide Kanäle des MR12 können unabhängig voneinander betrieben werden, was dieses System sehr flexibel macht. Durch die Nutzung beider Kanäle für unterschiedliche Sortierungen kann ein sehr hoher und konstanter Durchsatz im Verhältnis zur Stellfläche erreicht werden.
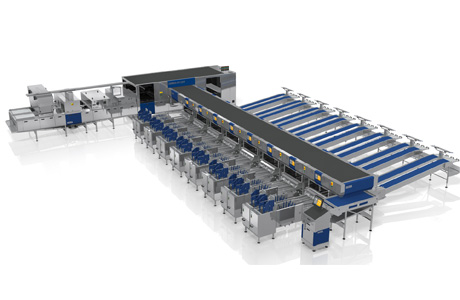
Der MR12 kann mit folgenden Funktionen ausgestattet werden:
- Verlängerter Schwerkraftförderer für die manuelle Zuführung leerer Kisten
- Anschluss an einen kompakten Kartonaufrichter
- Ausschleusband für offene Packungen für die Inline-Konfiguration
- Geradlinige Kistenausrichtungseinheit
- Intelligenter Übergang für Verbraucherpackungen und trays zum Anschluss an den Contiflow Pack Splitter