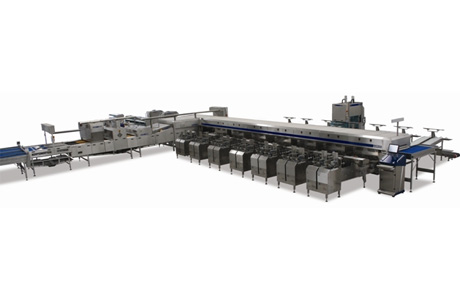
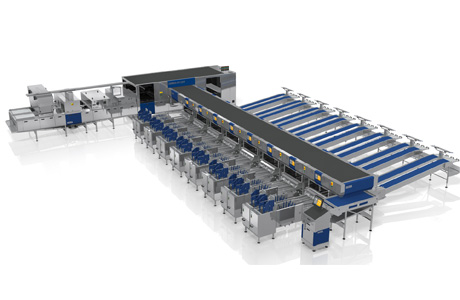
A special and unique feature of the MR12 Twin Case Packer is the ability to process two independent products. Both channels of the MR12 can operate independently what makes this system very flexible. By using both channels on different grades, a very high and constant throughput in relation to floor space can be reached.
The MR12 can be equipped with following functions:
- Extended gravity conveyor for manual input of empty cases
- Connection to a compact case erector
- Open pack reject conveyor for inline configuration
- Straight forward case alignment unit
- Smart cross-over for consumer packs and trays to connect to Contiflow Pack splitter